
Machine Vision Systems in Manufacturing: Applications, Quality Control and Automation
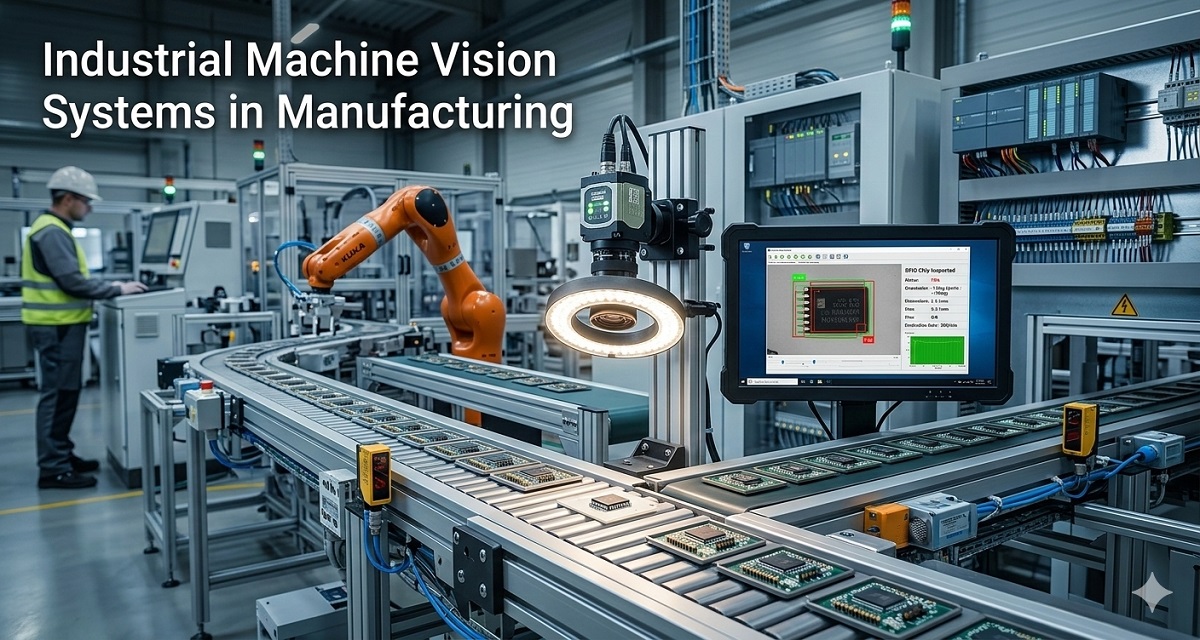
Industrial Machine Vision Systems in Manufacturing
What Is Machine Vision?
A machine vision system combines industrial cameras, lighting systems, sensors, and computer software to automatically inspect products during manufacturing.
These systems capture high-resolution images of products while they move through production lines. The images are then analyzed using specialized vision software to detect defects, measure dimensions, and verify product quality.
Machine vision systems help manufacturers:
-
detect defects early
-
improve product quality
-
reduce production waste
-
increase production speed
-
lower manufacturing costs
The commercial use of machine vision in manufacturing began in the early 1980s, primarily for automated quality control. At that time, systems were expensive, difficult to configure, and required specialized programming skills.
However, advances in microprocessors, industrial cameras, and computer vision software have transformed machine vision into a powerful and cost-effective industrial technology.
Today, machine vision systems are widely used in electronics manufacturing, automotive production, pharmaceuticals, and semiconductor fabrication.
How Machine Vision Systems Work
A typical industrial machine vision system includes:
• Industrial cameras
• Controlled lighting systems
• Image processing software
• PLC or industrial controller integration
• Computer or embedded vision processor
The camera captures images of the product while the production process is running. The vision software then analyzes the image to check for defects, alignment errors, missing components, or dimensional inaccuracies.
Because these systems operate automatically, they can inspect products much faster and more consistently than human inspectors.
Advantages of Machine Vision Over Human Inspection
Manual inspection often cannot meet the requirements of modern high-speed manufacturing.
Human inspectors may experience:
-
fatigue
-
inconsistent judgment
-
slower inspection rates
Machine vision systems, on the other hand, can operate continuously with high precision and repeatability.
They perform inspections at a constant speed determined by the production line and can detect defects that are too small for the human eye.

Major Applications of Machine Vision
Machine vision systems are generally used in three main categories:
Process Control
Machine vision can guide robotic systems and automated machinery during manufacturing processes.
Examples include:
-
robotic pick and place
-
component alignment
-
automated assembly verification
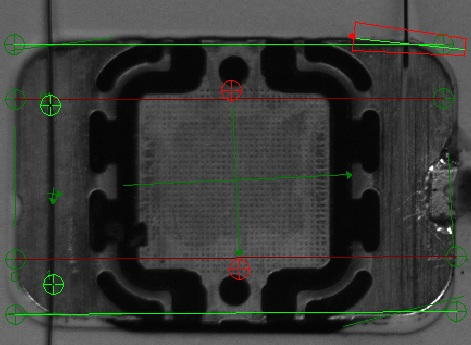
The image above is for an RFID chip inspected by a smart camera after the bonding process.
Quality Control
Quality inspection is one of the most common uses of machine vision.
Applications include:
-
inspecting electronic circuits
-
detecting scratches or defects on products
-
verifying correct assembly
-
checking packaging completeness
Industrial Monitoring
Machine vision systems are also used in industrial monitoring applications such as:
-
traffic monitoring systems
-
gas leak detection
-
safety inspection
-
automated infrastructure monitoring

The image above is for a micron precision vision system that was integrated into the German eID production line to locate the the 100 micron RFID antenna wire before initiate the bonding process.
RFID Chip Bonding Inspection
Machine vision plays a critical role in RFID chip bonding inspection systems.
After the bonding process, a smart camera captures images of the RFID chip to verify:
-
bonding accuracy
-
chip alignment
-
electrical contact quality
These inspections ensure that defective RFID chips are removed before the final product is shipped.

The image above is for Safety Syringe Needle Inspection station built for a chinese customer.
Machine Vision in German eID Production Lines
One of the machine vision systems I worked on was integrated into a German electronic identity (eID) production line.
This system was designed to locate a 100-micron RFID antenna wire with extremely high precision before initiating the bonding process.
Using precision optics and advanced image processing, the system could accurately detect the antenna position and guide the bonding module with micron-level accuracy.
Medical Device Inspection: Safety Syringe Needles
Machine vision is also widely used in medical device manufacturing.
One example is an automated inspection station built for a safety syringe needle used in hospitals.
The machine vision system verifies:
-
needle geometry
-
tip integrity
-
correct assembly
Automated inspection ensures that defective medical devices are detected before reaching patients.

PC-Based Software for Vision and PLC Integration
Machine vision systems are typically integrated with industrial PLC controllers and production line software.
In several projects, I developed PC-based control software that communicated with:
-
machine vision cameras
-
PLC automation systems
-
production line controllers
This software allowed the system to coordinate inspection results with machine actions, enabling automatic rejection of defective products.
My Experience Building Industrial Machine Vision Systems
I designed and implemented multiple machine vision systems for German and Swiss machinery manufacturers operating in Malaysia.
These systems used a combination of:
-
smart cameras
-
industrial vision libraries
-
advanced image processing software
Many of the systems were built using Cognex VisionPro, one of the leading machine vision platforms used in industrial automation.
The systems were integrated into high-precision manufacturing lines used in:
-
RFID production
-
electronics assembly
-
medical device manufacturing
These solutions achieved micron-level inspection accuracy, ensuring high product quality and reliable production processes.

.png)
.png)
1.png)


